



マイクロタービンMIM部品
重要なヒント: 金属射出成形 (MIM) テクノロジを使用すると、他の従来のプロセスでは処理が困難な材料を複雑な構造の部品に製造できます。 この機能により、高性能ターボチャージャーの製造に最適です
製品導入
マイクロタービンMIM部品 | |||||||||
アイテム | 材料 | 生産工程 | 焼結温度 | 型 | カスタム | ||||
マイクロタービン | 17-4 | 金属射出成形 | 1350-1500度 | カスタマイズする | はい | ||||
化学組成 | C: 0.07 以下 | ||||||||
利用可能な材料 | 低炭素ステンレス鋼、チタン合金 (Ti、TC4)、銅合金、タングステン合金、硬質合金、高温合金 (718、713) | ||||||||
終了 | 寸法精度 | 製品密度 | 外観処理 | 適正体重 | |||||
粗さ1-5μm | (±{{0}.1% -±0.5%) | 92-95パーセント | ミラー反射 | 0.03g-400g) | |||||
機械的性質 | 引張強度 σb (MPa): 480 度で時効、1310 以上。 550度で熟成、1060年以上。 580度で熟成、1000以上。 時効 620 度 930 以上 | ||||||||
重要なヒント: 金属射出成形 (MIM) テクノロジを使用すると、他の従来のプロセスでは処理が困難な材料を複雑な構造の部品に製造できます。 この機能により、高性能ターボチャージャーの製造に最適です
金属射出成形 (MIM) 技術は、他の従来のプロセスでは処理が困難な材料を複雑な構造の部品に製造できます。 この特性により、高性能ターボチャージャー部品を製造するための理想的な方法となっています。 BASF 独自の Catamold プロセスは、ターボチャージャー MIM 部品の開発における一連の重要な問題を解決するのに役立ちます。
ターボチャージャーMIM部品
ターボチャージャーの心臓部は、高温の排気ガスの流れによって駆動されるタービン チャンバー内のタービンと、冷気側の圧縮ホイールです。 圧縮インペラは低温に耐えるだけでよく、アルミニウム インペラの性能は要件を完全に満たすことができます。 タービンチャンバー内の高温の排気ガスは、タービンに高耐熱性の高品質鋼を使用する必要があります。 タービンは通常、インベストメント キャスティング プロセスによって製造されます。 理論的には、MIM プロセスでタービンを製造できます。
金属射出成形 (MIM) 技術は、ターボチャージャー部品に長い間使用されてきました。 材料の選択と設計の自由度における MIM の明らかな利点により、MIM 技術によって製造された部品は近年広く使用されており、その性能は実際の使用で証明されています。
Cハレンゲ
MIM 技術はある程度の進歩を遂げましたが、要求の厳しいこれらの部品を製造するためのプロセスの最適化、部品構造、および金型設計にはまだ多くの作業が必要です。 タービン中央部に材料が溜まりすぎると、引け巣現象が発生する場合があります。 これは、冷却中に発生する体積収縮によるものです。 どちらのプロセスでも、金型が溶融材料 (インベストメント キャスティングの溶融金属、MIM の溶融フィード) で満たされるときに、この欠陥が発生する可能性があります。 この問題の詳細な分析には、最新のシミュレーション技術を使用できます。 たとえば、適切なソフトウェアを使用した MIM 射出成形プロセスの正確な予測。 図 1 は、ターボ シミュレーションによる金型充填の効果を示しています。 この部品は円錐形のゲートを使用しており、そこから溶融原料が部品に射出されます。
金型と樹脂の温度に加えて、射出速度 (cm3/s) をさらに調整することで、金型の充填プロセスを非常に現実的にシミュレートできます。 図 1 と図 2 は、経時的なタービン金型の充填プロセスを示しています。 設定した条件では、成形品は 1.1 秒以内に充填されます。 色温度グラフは、充填プロセス中の時間の経過に伴う樹脂の変化を示しています。 青い領域が最初に塗りつぶされ、赤い領域が最後に塗りつぶされます。 金型内または脱型後の部品の冷却過程を観察することにより、欠陥領域での溶融凝固の微妙な過程を検出することができます。 金型内で 40 秒間冷却した後のタービンの凝固圧力断面図。 中央の大きな青色の領域は、冷却の最後に圧力が非常に低かったことを示していますが、隣接する領域には材料が固化しており、それ以上の溶融物が入るのを防いでいます。 したがって、材料の冷却による青色領域の体積収縮により、引け巣が発生します。 図 4 はこの問題を明確に示しており、冷却時間後に凝固していない材料によってボイドが発生しています。
失われたコアテクノロジー
Catamold プロセスでは、射出成形が完了した後、脱バインダー オーブン内の酸性環境で分解することにより、アセタール バインダーが部品から迅速に除去されます。
コアを最初に POM で射出成形し、次にコアの周りに供給してオーバーモールドすると、POM コアが脱バインダー中に除去されるため、複雑な中空構造を持つ部品を得ることができます。
射出成形プロセス中にコアを挿入することによって、他の方法では中実のパーツが中空の内部に形成される様子を示す断面図。 射出成形後にコアを取り除くと、特定の中空構造が形成されます。
ロストコア技術によるタービンの欠陥領域の改善効果を図6に示す. 色付きのストライプは、各領域が固化するのに必要な時間を表します。 金型コア以外の部分は、27 秒間冷却すると完全に固化します。
ロストコア工法は、通常のMIM工法に比べ、部品の生産効率を大幅に向上させることができます。 これは、理論上、金型コアを任意の形状にすることができ、タービンの実際のサイズと負荷に応じて内部構造を調整できるためです。 同時に、この技術はタービンの重量を大幅に削減することもできます。
焼結工程
金属射出成形技術の最後のステップは焼結です。この過程で残りの結合剤が除去され、部品のサイズが縮小します。 焼結温度は使用する合金の融点よりもやや低く、その過程でのサイズ変化は大きくなります。
MIM 部品の収縮特性は、金型の形状、長期的な生産安定性、材料のバッチ変動、およびプロセス ウィンドウの影響を受けます。 安定した収縮率を得るために、特に複雑な幾何学的構造を持つ部品の金型の製造では、寸法を修正するために数回の最適化が必要です。 これらの寸法変化の一部は、事前に予測することが難しく、射出成形または焼結中に形成される可能性があります。
1200℃~1450℃(材質による)という高温の焼結では、複雑な形状の部品が変形しやすいことは想像に難くありません。 この歪みは、多くの場合、適切なコンポーネント設計とプロセス制御によって回避できます。
しかし、肉厚、カンチレバーの構造、収縮による摩擦が組み合わさって変形すると、状況はさらに複雑になります。
可能性のある変形と収縮の違いを事前に予測できるようにするために、多くの詳細な基礎研究が行われているため、金型を適切に修正することでそれらを可能な限り排除できます。
ターボチャージャー ガイド ベーンのモデル化
示されているのは、焼結シミュレーション中に使用されたターボチャージャーのガイド ベーンです。 シミュレーション ソフトウェアを使用すると、最も変形しやすい領域を特定できます。 Barriere によって記述された焼結モデルがここで使用されました。 このモデルでは、MIM 部品の目に見える収縮をクリープと見なし、粘弾性材料の特性に従って記述します。 グラフは、2 つの加熱速度 (左目盛り) での時間の経過に伴う Catamold 310N 材料の収縮 (右目盛り) を示しています。 明らかに、異なる加熱速度は異なる収縮につながり、焼結中に発生する他の反応と相まって、部品の変形につながる可能性があります。
左側に示されているのは、架橋されたガイドベーンで、線は焼結時の位置を示しています。 右の比較は焼結前後の部品で、部品の形状や位置の変化がよくわかります。
焼結モデルと材料の収縮特性に基づいて、空間方向の成形品の収縮を計算できます。 したがって、焼結中に発生する収縮が示されています。 色温度プロットは、領域が縮小して小さくなる傾向を明確に示しています。 軸方向に沿った収縮を考慮すると、濃い青色は収縮の程度が最大の領域を表し、ジャーナルからガイド ベーンへの移行部の黄色の部分は収縮が最小の領域を表します。
比較のために、ガイドベーンのレイフラット焼結プロセスもシミュレートしました。 シミュレーションから得られた結果により、部品の開発中に異方性収縮を排除するための適切な対策を検討し、実行することができます。
原材料
MIM タービンの製造に関するもう 1 つの重要な問題は、適切な材料の入手可能性です。 これらの材料は、高負荷下で最大 1080 度の高温に耐えることができる必要があります。 MIM の主な利点は、インベストメント キャスティングでは機械加工が困難な材料から部品を作成できることです。
超合金は 2003 年から MIM 技術で使用されており、広く知られています。 ターボチャージャーのインペラー材料の選択において、基本的な要件は高温での強度が高いことです。 図 11 は、1000 時間の高温動作後のさまざまな材料の破壊強度値を示しています。
超微粉末の製造により、MIM 超合金部品の微細構造は非常に均一であり、精密鋳造部品とはまったく異なります。 ターボチャージャー部品の製造によく使用される超合金であるインコネル 713 C も、MIM 材料として開発されました。
アルミニウムとチタンの含有量が比較的高いため、この材料の焼結は、通常の焼結雰囲気 (水素、窒素) ではまったく不可能です。 しかし、アルゴンをシールドガスとして使用すると、焼結中のこれらの元素の酸化が防止され、収縮を効果的に制御できることがわかりました。
室温での MIM 部品とインベストメント鋳造サンプルの機械的強度の直接比較 (添付の表) は、Catamold プロセスが優れた材料特性を得ることができることを証明しています。
要約する
ターボチャージャー市場は今後数年間、力強い成長を見せ続けるでしょう。その理由の 1 つは、ガソリン エンジン ターボチャージャーの用途が徐々に増加していることです。
金属射出成形技術は、ターボチャージャーの複雑な部品を製造する効果的な方法の 1 つであることが証明されていますが、成形における MIM 技術の可能性はまだ発見されていません。
射出成形および焼結プロセスのシミュレーション技術を適用することで、部品開発プロセスにおける製品の最適化ステップをさらに削減することができます。 MIM 技術は、高耐熱材料の使用を十分に保証します。 MIM 超合金などの耐熱材料で作られた部品は、非常に均一な微細構造を持ち、室温での機械的特性はインベストメント鋳造部品の機械的特性を凌駕しています。
検出システム

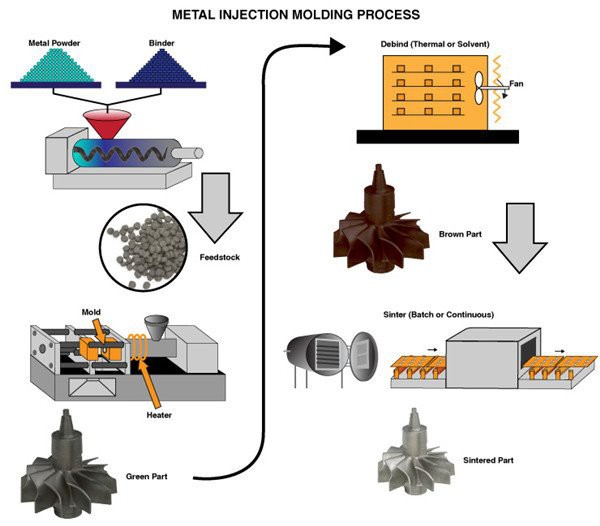
金属射出成形プロセス







お問い合わせを送る