




携帯電話フレームMIM部品
貝殻の表面処理にはさまざまな方法があり、素材の異なるコレクション貝にはそれぞれ独自の処理方法があります。 金属製の携帯電話のシェルとプラスチック製の携帯電話のシェルの両方に独自の処理プロセスがあります。
製品導入
携帯電話フレームMIM部品 | |||||||||
アイテム | 材料 | 生産工程 | 焼結温度 | 型 | カスタム | ||||
携帯電話フレーム | 17-4 | 金属射出成形 | 1550度 | カスタマイズする | はい | ||||
化学組成 | C: 0.07 以下 | ||||||||
利用可能な材料 | 低炭素ステンレス鋼、チタン合金 (Ti、TC4)、銅合金、タングステン合金、硬質合金、高温合金 (718、713) | ||||||||
終了 | 寸法精度 | 製品密度 | 外観処理 | 適正体重 | |||||
粗さ1-5μm | (±{{0}.1% -±0.5%) | 92-95パーセント | ミラー反射 | 0.03g-400g) | |||||
機械的性質 | 引張強度 σb (MPa): 480 度で時効、1310 以上。 550度で熟成、1060年以上。 580度で熟成、1000以上。 時効 620 度 930 以上 | ||||||||
携帯電話本体の表面処理方法
貝殻の表面処理にはさまざまな方法があり、素材の異なるコレクション貝にはそれぞれ独自の処理方法があります。 金属製の携帯電話のシェルとプラスチック製の携帯電話のシェルの両方に独自の処理プロセスがあります。 二次加工とさまざまな表面処理は、携帯電話ケースの耐用年数を延ばすだけでなく、視覚的な美学も向上させます。 どんな工芸品があるか見てみましょう!
【非導電性真空メッキ】
非導電性電気メッキ技術は、金属や絶縁化合物などの薄膜を採用し、不連続な特性を利用して、ワイヤレス通信伝送の効果に影響を与えることなく、最終的に既存の金属テクスチャを取得します。 基板の表面に金属材料を真空蒸着でコーティングする工程。 一般に、コーティングされた金属ターゲットは、非導電性を確保できる純粋なインジウムおよびその他の材料でできています。
>>>>プロセスの特徴
1. この材料で作られた製品は非導電性であり、高電圧計による数万ボルトの高電圧試験に、導通または破壊することなく合格できます。
2. この素材製品の表面は金属的な質感を持ち、透光性制御も実現できます。
【イオンプレーティング】
イオンプレーティングとは、ガス放電を利用して真空状態でガスや蒸発物を部分的にイオン化し、ガスイオンや蒸発物イオンを照射して基板上に蒸発物やその反応物を析出させる方法です。 マグネトロンスパッタイオンプレーティング、リアクティブイオンプレーティング、ホローカソード放電イオンプレーティング(ホローカソード蒸着法)などがあります。
>>>>プロセスの特徴
1. 塗膜密着性良好
2. 強力なめっき能力
3. 良好なコーティング品質
4. 洗浄工程の簡素化
5. 幅広い材質にめっき可能
【インモールドインサートの射出成形】
印刷成形された装飾シートを射出成形金型に入れ、成形されたシートの裏側に樹脂を注入して、樹脂とシートを 1 つの固化成形技術に結合します。 IMDとは、射出成形と同時に加飾を入れる技術です。 印刷加飾材と一体化し、立体成型品に印刷加飾を施すことで、装飾性と機能性を両立させた製品です。 効果、表面は硬化した透明フィルムの層、中間は印刷パターン層、裏面はプラスチック層です。 中間にインキを挟み込んでいる為、表面の傷や擦れを防ぎ、色褪せしにくく鮮やかな発色を長期間キープできます。 .
>>>>プロセスの特徴
1.製品の安定性:製品が一貫して標準化された正しいカラーレジストレーションを生成するようにします
2. 製品の耐久性: 特別に処理されたコーティング フィルムの保護により、製品はより優れた表面耐摩耗性と耐薬品性を提供できます。
3. 3D 複雑な形状設計: フィルムの優れた伸縮性のアプリケーションは、必要な製品の複雑さと外部設計要件をうまく満たすことができます。
4. 多様なスタイル: 顧客のニーズに応じて、金属メッキまたは天然素材の特別なスタイルを作成できます。
5. 製造工程の簡略化: 1回の射出成形方法により、成形と加飾を同時に行うことができ、コストと工数を効果的に削減し、安定した生産を提供できます。
6. コストと工数の削減: IMD プロセスでは、複数の治具を必要とする他の古い代替プロセスとは異なり、必要な金型は 1 セットだけです。システムコストと在庫コスト
【仕上げ】
スプレーとは、スプレーガンやディスクアトマイザーなどを用いて、圧力や遠心力によって均一で微細な液滴に分散させ、被塗装物の表面に塗布する塗装方法です。 それは、エアスプレー、エアレススプレー、静電スプレー、および上記の基本的なスプレー形式のさまざまな派生方法、たとえば大流量および低圧噴霧スプレー、溶射、自動スプレー、マルチグループスプレーなどに分類できます。
>>>>プロセスの特徴
1. スプレー作業の高い生産効率
2.スプレーの主な問題は、高度に分散した塗料ミストと揮発した溶剤であり、環境を汚染するだけでなく、人間の健康に悪影響を与えるだけでなく、塗料を浪費し、経済的損失を引き起こします。
3. 大流量低圧霧化噴霧は、低霧化エア圧力と低エアジェット速度であり、低霧化塗料走行速度は、被塗装物表面からの塗料の跳ね返りを改善します。
【メッキ剥がし】
真空蒸着コーティング後、残す必要があるコーティング部分を保護するためにフィルム露出が使用され、その後、コーティングの一部がメッキ除去溶液で除去されます。 残りのコーティングはさまざまなコーティング パターンを形成し、パターンはさまざまな程度の金属テクスチャを維持できます。 表面が平らで凹凸がありません。 このプロセスは、通常、大型の平らなバッテリー カバーに使用されます。
>>>プロセス原理
保持する必要があるパターンを保護するために露光エネルギーを吸収した後、感光性インクがインクの付着を強化できるという原則を使用します。 光エネルギーを吸収しないインクは硬化していないため除去され、表面のインクが硬化しているため、保護する必要があるパターンが保持され、パターンの表面のインクを除去して目的の塗装パターン。
【金型エッチング】
金型を保護するために特殊な樹脂接着剤でコーティングした後、必要なパターンテクスチャーをフィルムを通して転写し、金型を薬液で腐食させます。 金型加工工程です。 製品表面の表面とキャビティの表面が適合するようにパターンを作成できます。少量の空気は真空吸着を形成せず、脱型を容易にします。
>>>>ヴィジョン
鏡のようにきれいな製品の表面は傷がつきやすく、ほこりや指紋が付きやすく、成形プロセス中に発生した欠陥、シルクの跡、波紋が間違いなく製品の滑らかな表面に露出しますが、一部の革は木目、オレンジの皮の木目など、木目、雨の模様、つや消しの表面およびその他の装飾模様は、成形プロセス中に製品表面の欠陥を隠し、製品の外観を美しくし、視覚的なニーズを満たすことができます。
【Lアサー】
レーザーから放出される高強度集束レーザービームは、焦点で材料を酸化して処理するために使用されます。 マーキングの効果は、表面材料の蒸発によって深い材料を露出させること、または光エネルギーによって表面材料の化学的および物理的変化の痕跡を引き起こすことです。 光エネルギーで素材の一部を焼き切って痕跡を「刻む」か、光エネルギーで素材の一部を焼き切ることで、エッチングされるグラフィックや文字が表示されます。
【水転写プリント】
水圧を利用して転写紙・プラスチックフィルムを加水分解し、色柄を転写する印刷方法です。 製品の包装と装飾に対する人々の要求の改善に伴い、水転写印刷の使用はますます広範になっています。 間接印刷の原理と完全な印刷効果により、多くの製品の表面装飾の問題が解決され、主にさまざまなセラミックやガラスデカールの転写印刷に使用されます。
検出システム

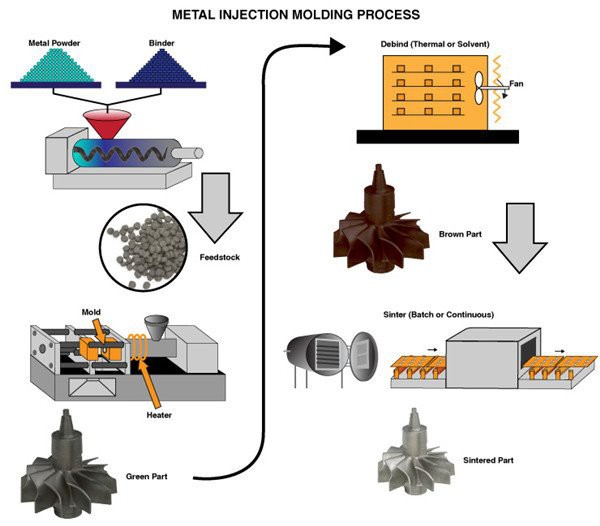
金属射出成形プロセス







お問い合わせを送る